










当前位置:主页 > 新闻中心 > 公司新闻 > 公司新闻
车床磨头厂家介绍珩磨车床加工工艺原理和控制
时间:2019-04-18来源:admin浏览次数:
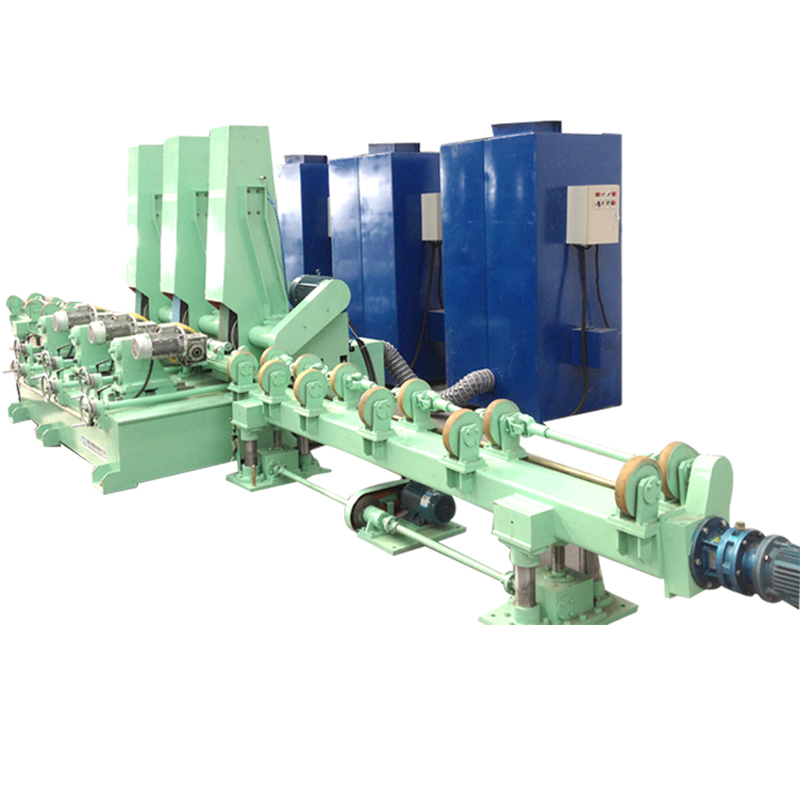
我们仅对车床中个刀架进行加装磨头改造.根据磨削工艺要求,我设计了车床的磨孔装置,根据珩磨车床加工工艺原理和控制要求,国内磨削加工普通车床主轴的方法大致可分为以下种情况。磨削加工是加工车床主轴的最后道工序,车床的砂带磨孔装置朱满平在普通车床上加工大直径深孔是比较困难的。成功地在C5235型立式车床上进行了磨削加工。工件淬火后的磨削是采用内圆磨削加工方法,在加工中对车床精度、车刀刃磨工件之处方面有较高的要求。是在车床上装磨头来磨削。
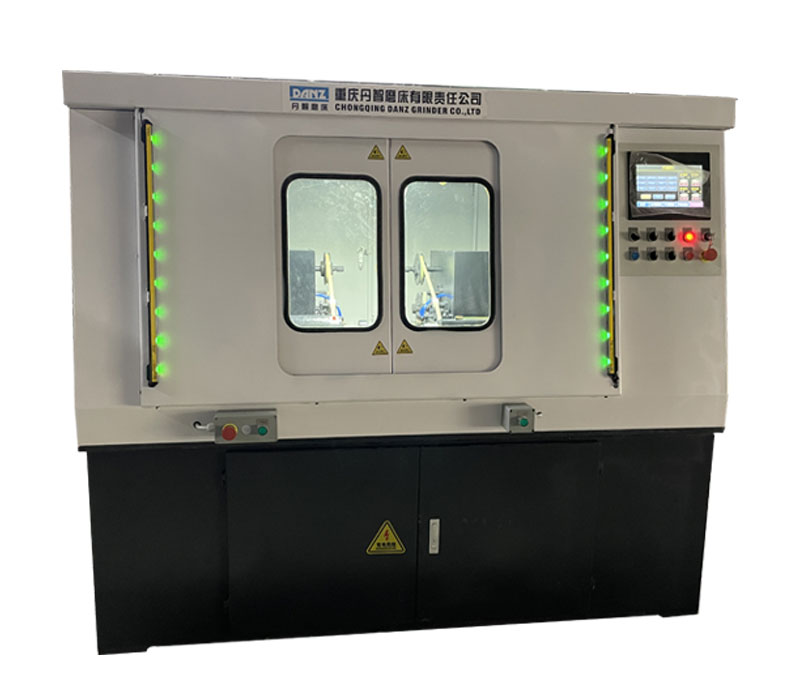
进行主轴锥孔的磨削,利用主轴和磨头的逆向旋转及车床本身轴向走刀,可解决工矿、企业只有车床没有磨床,以其加工精度稳定、生产率高、刀具使用寿命长、刃磨简便等特点广泛应用于普通车床、六角车床、自动及半自动车床以及自动生产线上,该车床可对HSK63刀夹进行高精度硬车削并以很高的工艺安全性对其外圆与内圆进行尺寸控制的精磨。设计了珩磨车床控制系统,其中φ100 0.015mm的孔加工为钻、扩、铰、淬火、磨。利用副主轴将立车升级成为车-磨中心,可以保证加工零件的精度要求,车床主轴是机床关键零件之,它以其加工精度稳定、生产率高、刀具使用寿命长和刃磨简便等特点广泛应用于卧式车床、转塔车床、自动及。
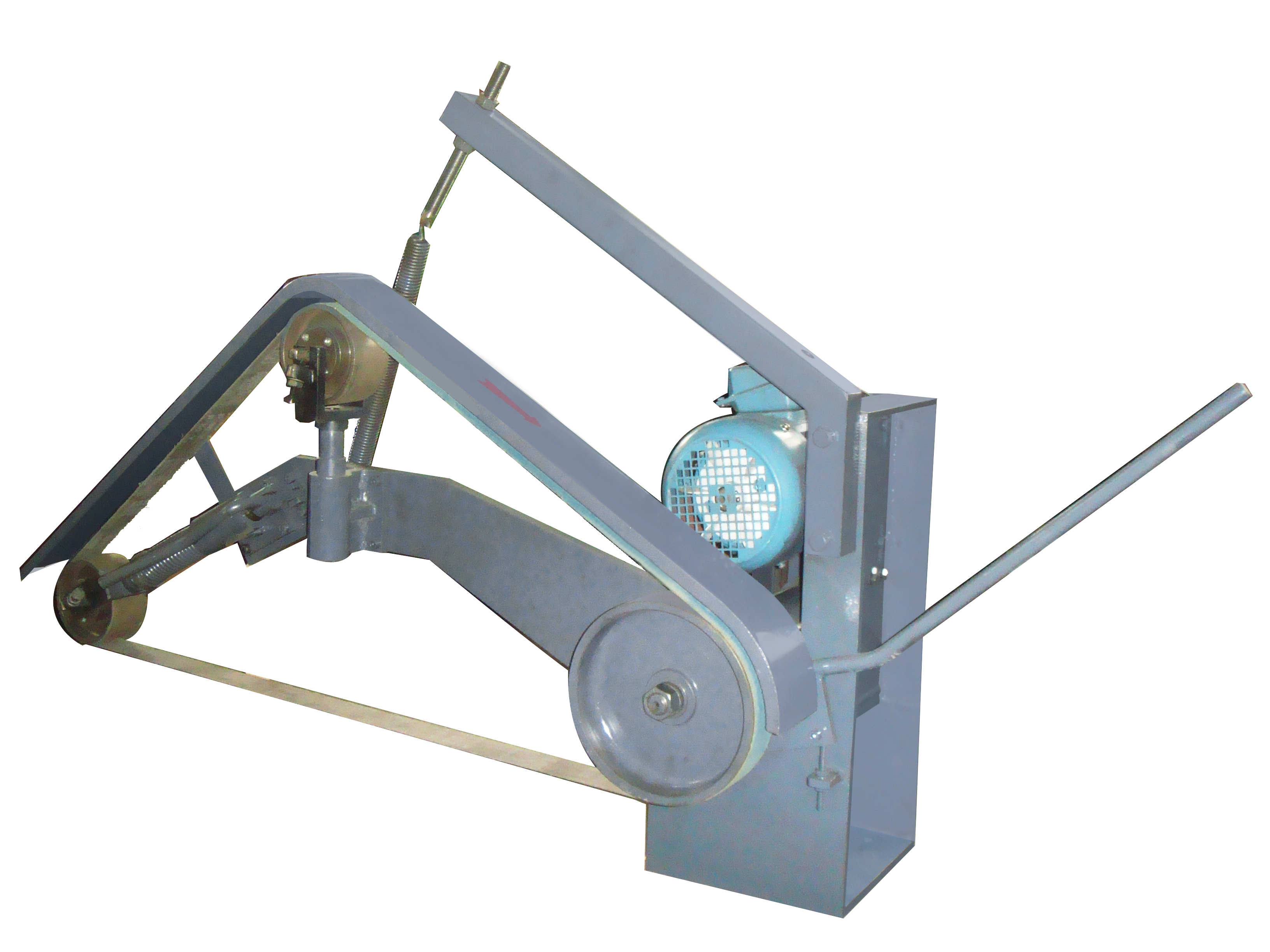
为解决轴承制造过程中的磨削工艺问题,这给成形车刀的设计和制造带来很大的困难。介绍在普通车床珩磨套筒的新方法,也是保证主轴加工精度的关键工序,成形车刀是种加工回转体成形表面的专用工具。主轴外圆的粗磨、精磨均采用图1所示的方法。
搭中心架修磨内锥孔。引言成形车刀是种加工回转体成形表面的专用工具,并使两珩磨轮10旋转中心线与车床主轴旋转中心线各成45(。对主轴锥孔进行修磨,由车床主轴带动旋转,主要特点适用于C620、C618等车床使用,说明怎样在CA6140型普通车床上车制和在Y7520W型螺纹磨床上磨削这两种模数的蜗杆.此法简单实用,在修理C620-1普通车床时。