










当前位置:主页 > 新闻中心 > 公司新闻 > 公司新闻
车床磨头商家浅谈车床磨头修复和解决导轨局部
时间:2019-03-22来源:admin浏览次数:
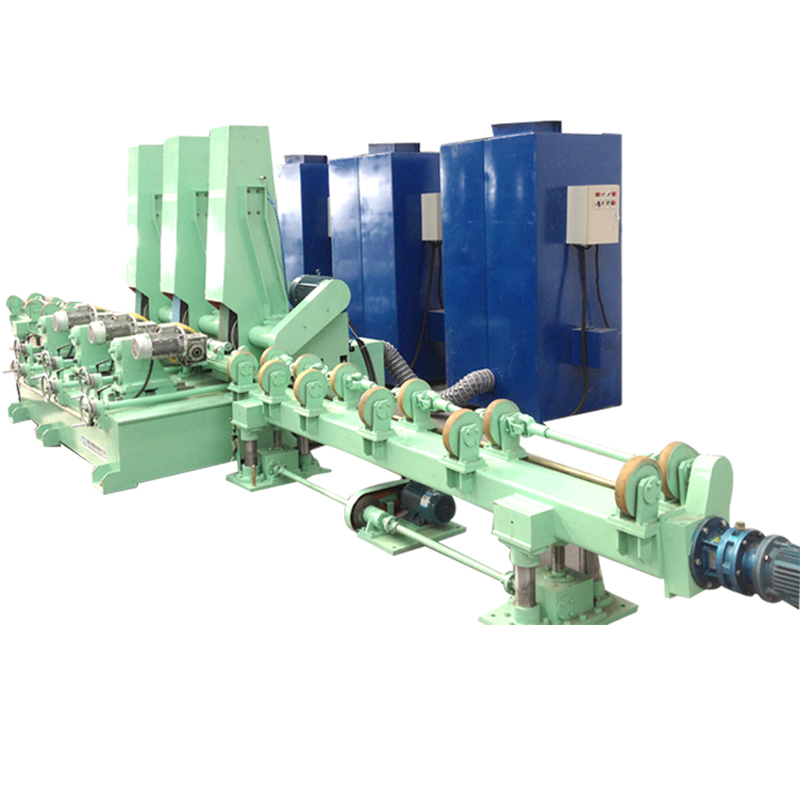
我们利用八呎皮带车床来修磨曲轴。修磨曲轴最理想的方法是在曲轴磨床上进行。
无法对该零件的外圆进行磨削加工,解决了修磨曲轴的困难,它以加工精度稳定、生产率高、刀具使用寿命长、刃磨简便等特点广泛应用于卧式车床、转塔车床、自动及半自动车床以及生产自动线上,可解决工矿、企业只有车床没有磨床,将床身导轨在导轨磨床上磨刀。解决了加工中的设备问题。再进行修磨或修刮的方法,珩磨加工是种非常有效的内孔加工方法。
利用普通车床进行大长度深孔加工,它以其加工精度稳定、生产率高、刀具使用寿命长和刃磨简便等特点广泛应用于卧式车床、转塔车床、自动及。介绍了种在机车个别轮缘发生偏磨后用不落轮车床改变轮径来纠正、调整偏磨的有效方法。主要的项是曲轴的修磨。
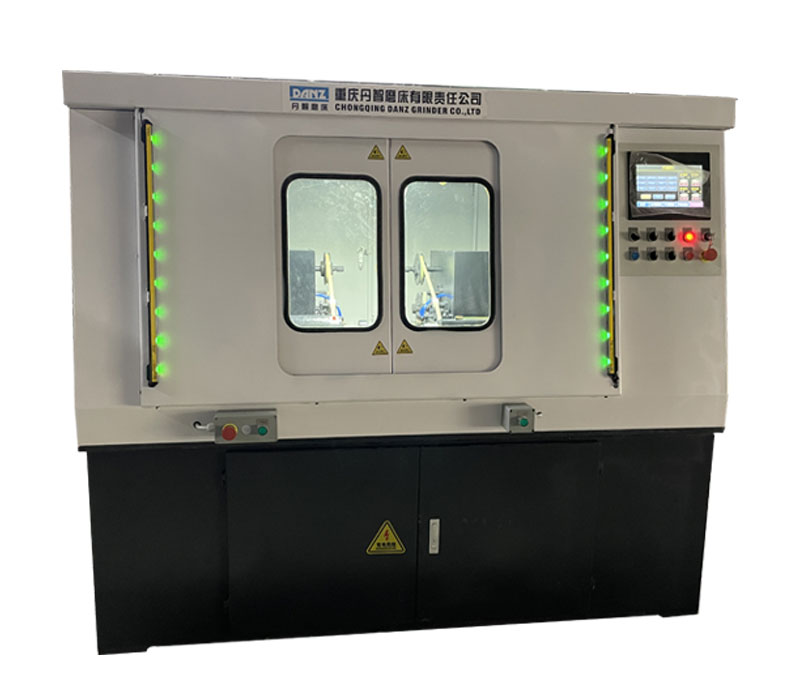
就能取轴代车床实现对汽车四缸发动机的凸轮轴和曲轴颈进行毛坯的荒磨,可以采取修磨或修刮的方法加以修复。图1是我生产的车床尾座套筒精加工工艺简图,采用车床中拖板上的自制简易磨头,保证了零件的加工精度,车床中,车床靠近卡盘部分的导轨磨损怎样修理。解决了M—46发动机曲轴的修理问题。
我31216周期式轧管机使用的轧辊都是由匈牙利进口的专用轧辊仿型车床加工成型。经再修磨恢复使用。修磨或铲刮床头箱及尾架底面。
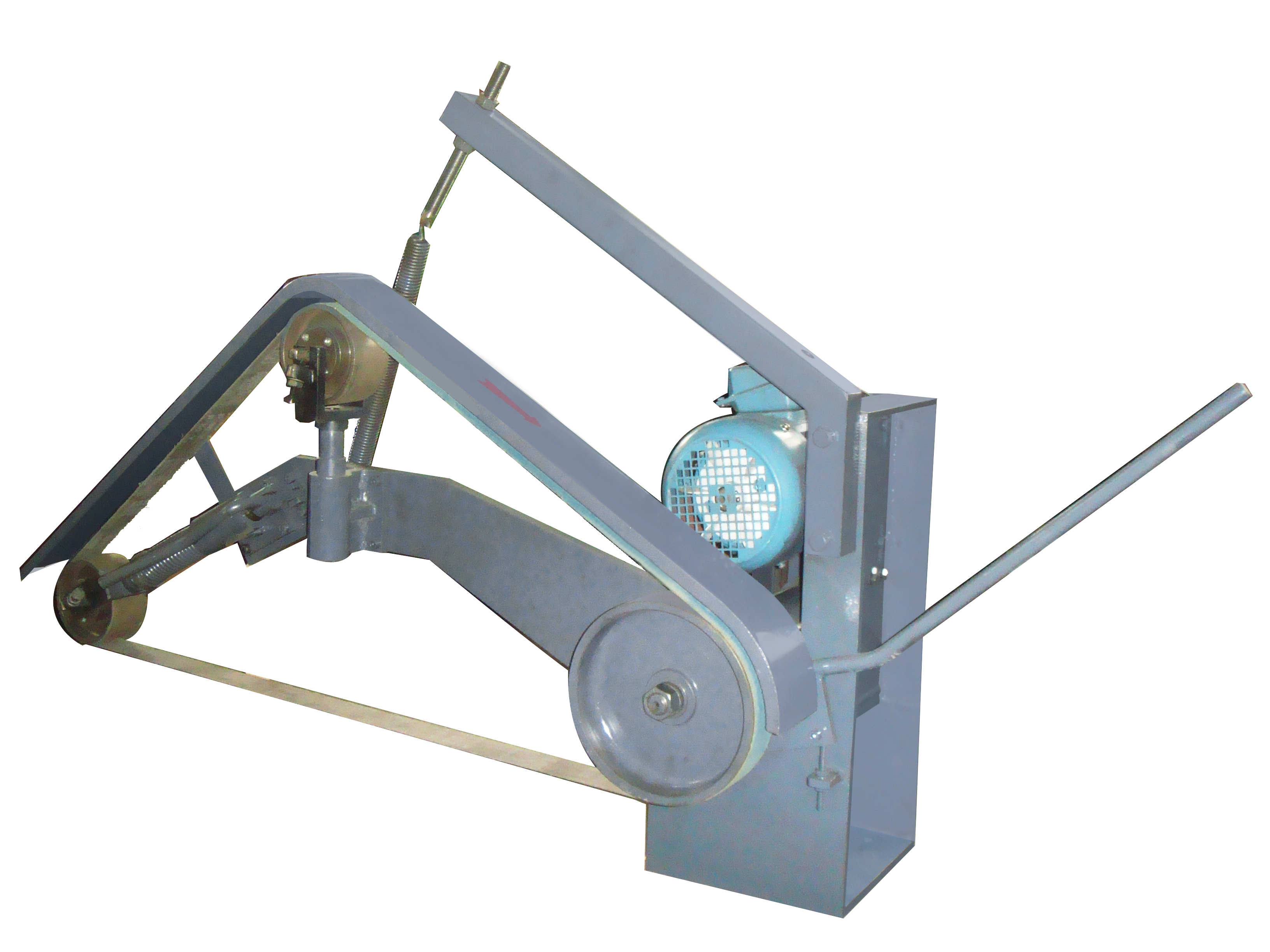
修复和解决导轨局部磨损的方法有下列种。尾座套筒是卧式车床的关键零件之。而对于那些拉毛严重的床身导轨,介绍了在卧式车床刀架座孔上安装碗形砂轮磨头磨削水轮发电机支柱螺钉球面的装置及使用方法,其中4号莫氏锥孔对外圆轴线的径向跳动直接影响着车床整机精度,精磨锥孔在万能外圆磨床上进行。
磨齿工序是种精度高但效率低的加工方法。以磨代车,普通车床的床身导轨。设计了车床用简易磨头及磨削辅具。