产品中心Customer cases









当前位置:主页 > 产品中心 > 2M51型外圆砂带抛光机 > 2M51型外圆砂带抛光机
产品类别:2M51型外圆砂带抛光机
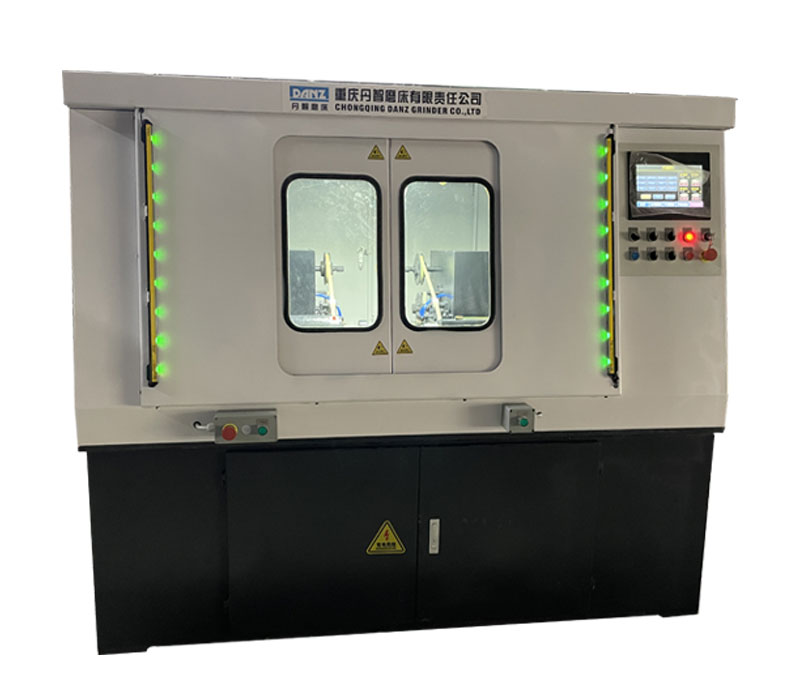
产品名称:2M5120-5型油缸外圆抛光机
产品详情
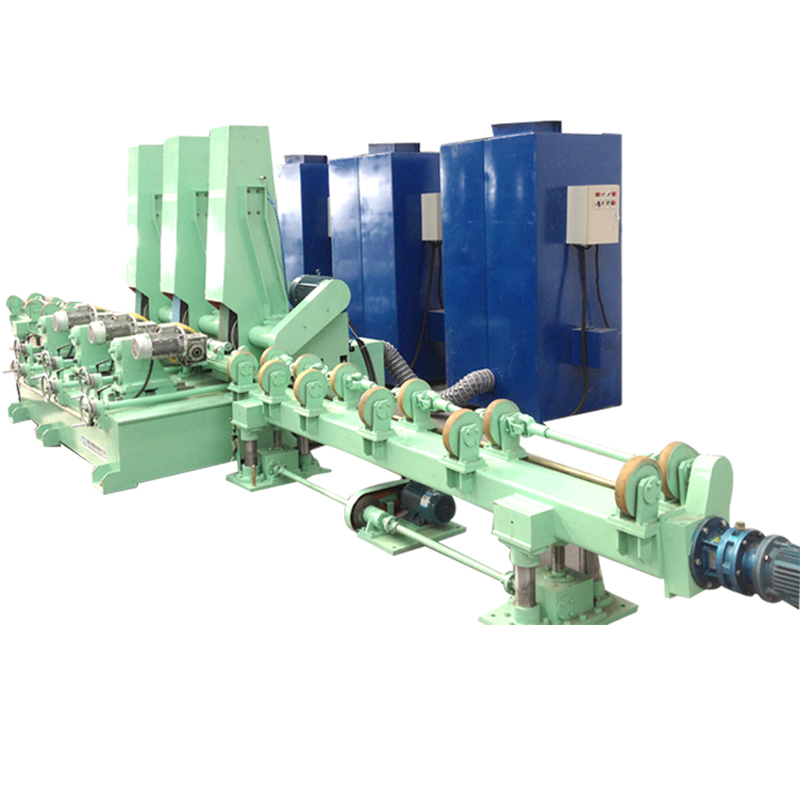
一、概述
本设备用于对经过车削加工的液压油缸缸套或活塞杆的外圆表面进行磨削、抛光,共配置五套砂带磨头,依次对工件进行半精磨、精磨和抛光加工。 采用湿式磨削,配置冷却循环系统进行粉尘收集。该设备还配置有上下料端托轮辊道机构,能实现工件的轴向自动送进。
二、工件参数及毛坯状态要求
1、工件材质:碳钢
2、工件外径:φ75~φ200
3、工件长度: 1000mm~2000mm
4、单根工件重量:30kg~200Kg
5、磨削余量(直径)≤0.1mm
6、磨削前工件表面粗糙度Ra≤6.3μm
三、 设备主要技术参数
| 1 | 砂带规格 | 2500mm×150mm(周长×宽度) |
| 2 | 工件轴向进给速度 | 0.3~3m/min(变频调速) |
| 3 | 工件最大磨除量 | ≤0.1mm(直径) |
| 4 | 磨削前表面粗糙度Ra | ≤6.3μm |
| 5 | 磨削后表面粗糙度Ra | ≤0.4μm |
| 6 | 磨削前工件尺寸精度等级 | 不低于IT9 |
| 7 | 磨削后工件尺寸精度等级 | 不低于IT9 |
| 8 | 磨削后工件的形状和位置误差 | 不低于磨削前的状态 |
| 9 | 整机输入功率 | 50KW |
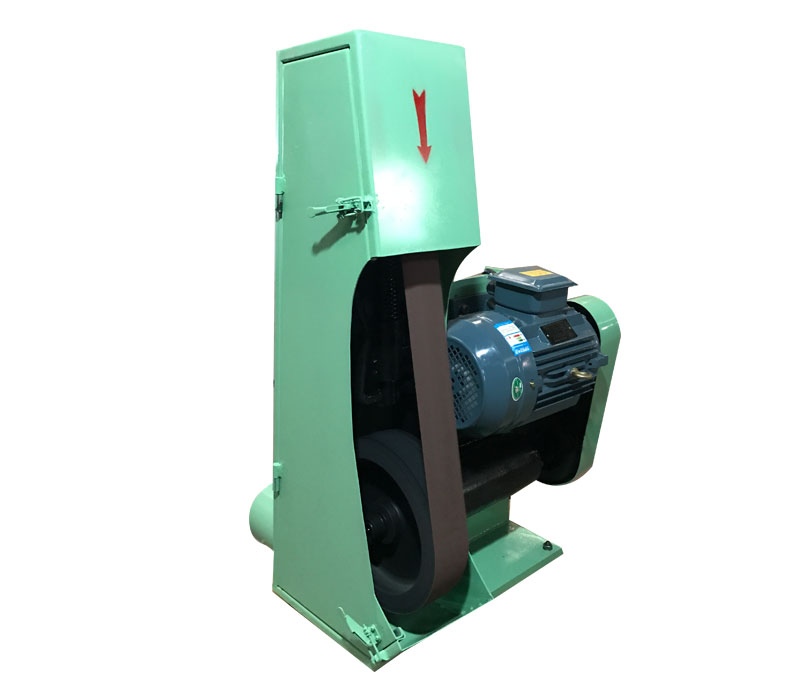
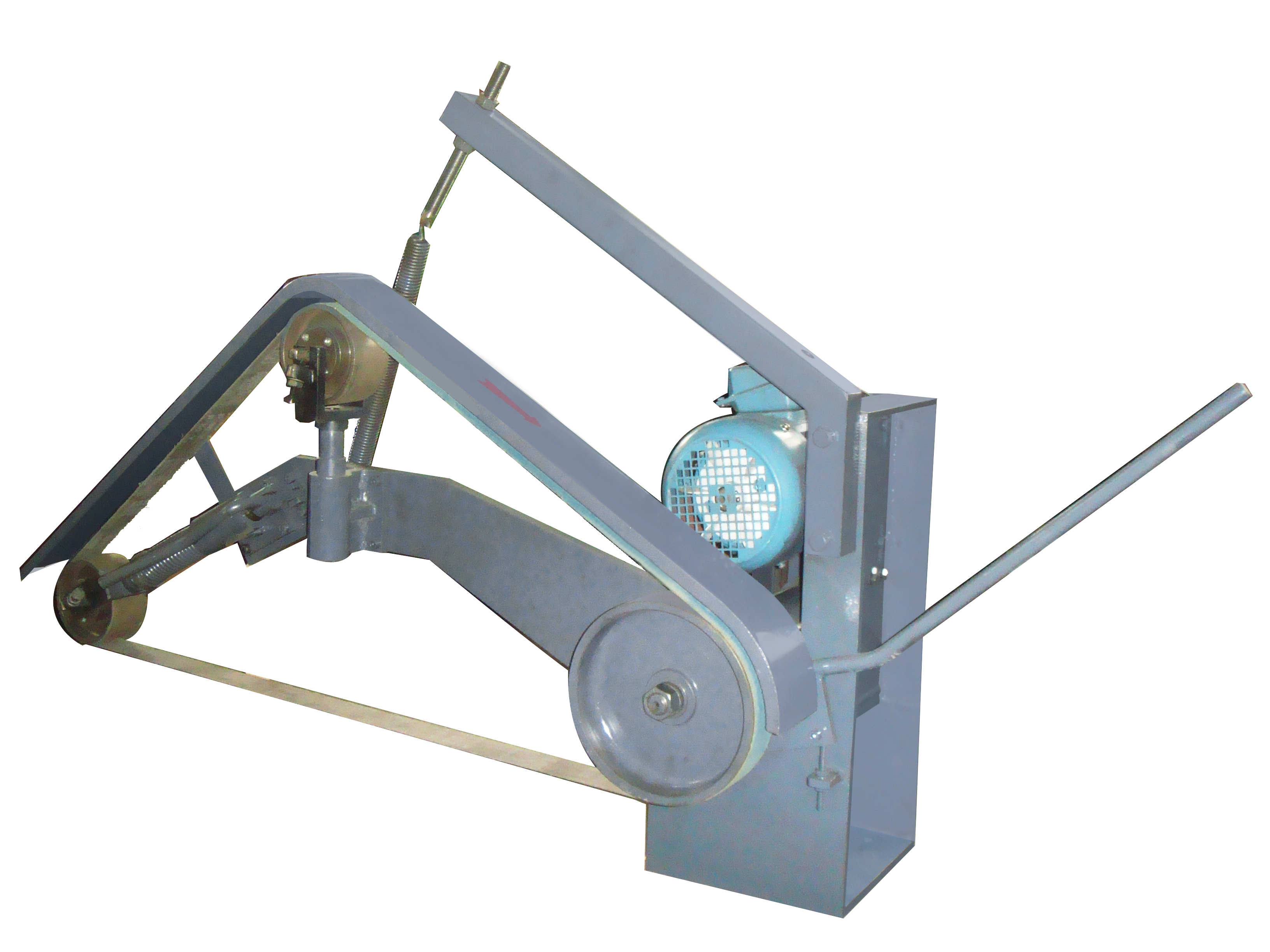
四、 设备结构及工作原理
该设备由磨头、 托轮辊道机构、上料端升降托架、下料端升降托架、床身、冷却循环系统、气动系统、磨削区域封闭式防护罩、电气控制系统等组成。